Perfecting Putters with OneCNC

YAR Golf, located in Arizona, proudly engineers, manufactures, and assembles their exclusive putters in Tempe, Arizona USA. The uniqueness of the YAR GX1 Putter is unparalleled, with a specific design concept that allows players to up the ante in their golfing game.
YAR Golf has created the only Golf Club / Putter in the golfing industry that has ever been accepted by USGA for their Adaptive Golf Program. This year alone there were 19 other devices submitted and rejected by the USGA’s Executive Board for this distinction. Capable of lifting the golf ball out of the cup without the player needing to bend. Aging baby boomers and the physically impaired is not their only clientele. YAR Golf is the only company that has focused on their specific needs in the game of golf by designing a putter that has features intended to enhance the game of players at all skill levels.

Created by a Materials Science and Engineering PhD. The YAR GX1 Putter has many features that set it apart from the standard putter designs, which have been left unchanged and stagnant for quite some time. Using MOI (Mass Moment of Inertia) and Parallel Axis Linearization combined with Aeronautical Physics, its design and shape have created the largest true Sweet Spot in the Putting industry, this phenomena is not found on standard putters, as the YAR putter’s entire face is considered a ‘sweet spot’.
In a 2009 study, the YAR putter was put to the test by Golf Test USA. They summed up that the YAR putter performed beyond its claims and it received the highest ranking among putters worldwide. From Golf Test USA “…because of its design and balance it was very easy to putt with just one hand. The overall design of the YAR putter can help any golfer who has physical limitations such as bending over due to back pain. The YAR putter can easily mark the ball and pick it up at the same time, and pick the ball up out of the hole. It can also be used to pick other clubs off the ground. This is the perfect putter for “adaptive” golf. The YAR GX1 putter was one of only 8 putters, out of 47, awarded a 5 star rating based on overall test results. The YAR Golf GX1 putter has received our coveted “Seal of Excellence” [for its outstanding results]”
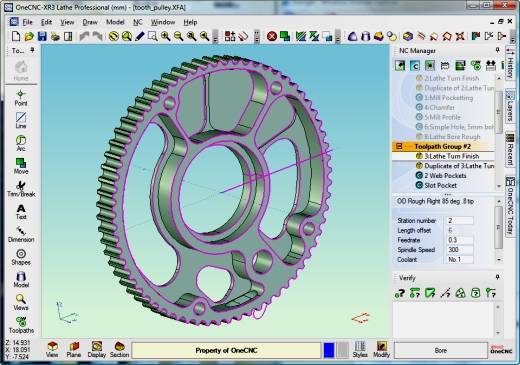
Dr. V, the creator of the YAR putter, contacted OneCNC in 2007 looking for a CAM solution to make her new concept a reality. Because of the secrecy involved in the YAR putter concept and patent, all prototyping needed to be completed in house. Knowledge in the CNC Machining industry was minimal for Dr. V, so an easy to use and powerful CAM program was paramount. After evaluating over 6 different CAM programs a one-on-one online demonstration was scheduled with OneCNC’s technical support. “OneCNC was superior to the other CAD/CAM systems I appraised. It was easier, offered more design tooling procedural advantages, was a pleasure to acclimate with, and the technical support representative was the most knowledgeable. In fact, I purchased an upgrade the day after my initial 1-hour consultation, and I have never regretted that decision”.
Running XR3 Mill Professional gave Dr. V full control over the designing and machining of the YAR putters.
When asked about OneCNC’s technical support and customer service she stated, “The OneCNC support and office staffs are awesome, caring, and spectacular. Kudos and accolades to all at OneCNC.
Yar Golf has donated over $50,000 in GX1 putters to disadvantaged golfers and charities around the world and is the Official Putter of numerous Disabled Organizations; as well as their “Support a Disabled Veteran” project, which supplies free golfing equipment for disabled American Veterans.
YAR GOLF
Gerri Jordan President
Dr. Vanderbilt CEO
Tempe, Arizona
USA 85284
For more information on the YAR Putters, visit their website or the demo video from YouTube below:

OneCNC Updates
OneCNC XR9 Release 74.93
Jul 25 2024
OneCNC XR9 Release 74.90
Jul 11 2024
OneCNC XR9 Release 74.83
Apr 23 2024